Позвоните в службу поддержки
+86-13951996873

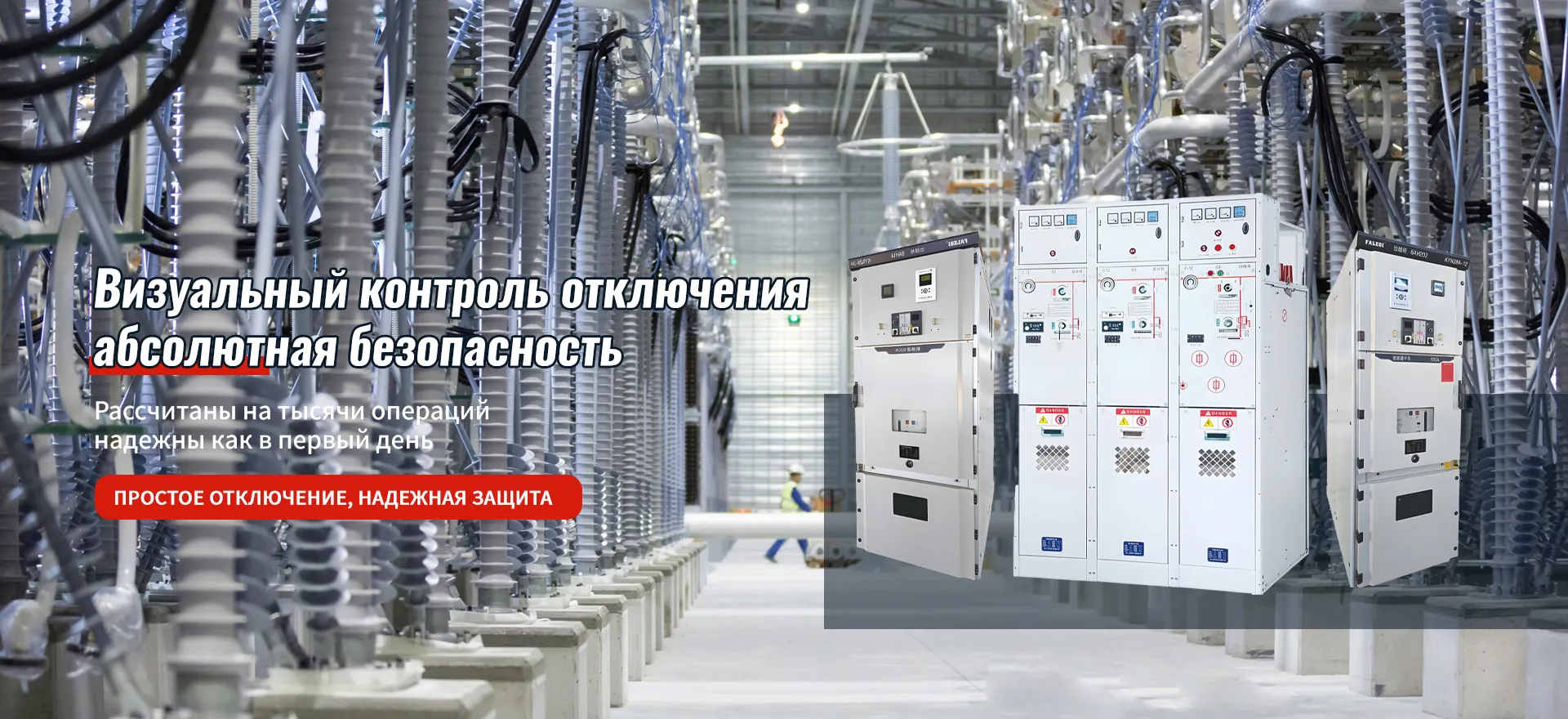
Когда ищешь выключатель в литом корпусе производители, часто упираешься в парадокс: с одной стороны — десятки заводов с сертификатами, с другой — на объектах регулярно видишь корпуса с трещинами у фланцев или следы перегрева на контактах. Многие ошибочно считают, что литой корпус сам по себе гарантирует защиту, но на деле герметичность и стойкость к деформациям зависят от технологии литья и состава компаунда. Помню, как в 2018 на ТЭЦ-9 пришлось экстренно менять партию ВЛ-26 из-за отслоения внутреннего покрытия — производитель сэкономил на термостойком лаке.
Если говорить про выключатель в литом корпусе для распределительных устройств 7.2-40.5 кВ, здесь важен не столько бренд, сколько соответствие реальным условиям эксплуатации. Например, для объектов с вибрацией (насосные станции, ветропарки) критично наличие демпфирующих прокладок между полюсами — у китайских аналогов это часто упускают, хотя те же ООО Фалэци Электрик (Шанхай) в своих миниатюрных КРУ серии i-AIS-12 используют амортизационные шайбы из фторкаучука.
Толщина стенки корпуса — ещё один момент. Стандартные 4-5 мм подходят для умеренного климата, но в условиях Урала с перепадами от -45°C до +35°C лучше 6-7 мм с армирующими рёбрами. Как-то в Челябинске видел, как на ВНР-10П появились микротрещины после трёх зим — литьё было неравномерным, с пустотами у крепёжных отверстий.
Сейчас многие гонятся за 'интеллектуальными' функциями, но базовые вещи вроде качества контактной группы часто упускают. Например, в тех же выключателях от ООО Фалэци Электрик применяют серебросодержащие напайки (AgW 80/20) — мелочь, но при коммутационных токах до 25 кА это даёт запас по износу в 2-3 цикла compared с обычными медными аналогами.
Литьё под давлением в вакуумной среде — это не маркетинг, а необходимость для выключатель в литом корпусе. На одном из заводов в Шанхае (не буду называть, но не faleqi.ru) наблюдал, как при обычном литье в формы попадали пузырьки воздуха — потом на термоциклировании в камере такие корпуса давали течь через 200 циклов вместо заявленных 1000.
Состав компаунда — отдельная история. Эпоксидные смолы с кварцевым наполнителем выдерживают до 155°C, но для солнечных электростанций, где возможен локальный перегрев до 180°C, нужны уже керамические наполнители. В каталоге ООО Фалэци Электрик есть линейка с маркировкой HT-200 — как раз для таких случаев, правда, стоимость выше на 15-20%.
Интересно, что некоторые европейские производители до сих пор используют ручную заливку, тогда как на том же https://www.faleqi.ru процесс автоматизирован — роботизированные линии не только поддерживают температуру смеси, но и контролируют скорость кристаллизации. Это даёт стабильность характеристик от партии к партии.
С модернизацией подстанций часто возникает коллизия: новый выключатель в литом корпусе не стыкуется со старыми приводами. Например, для ПЭ-11 нужен ход штока 120±2 мм, а многие современные аналоги имеют 115 мм. Приходится либо переделывать кинематику, либо ставить переходные пластины — как в проекте для РЖД в 2022, где использовали адаптеры от ООО Фалэци Электрик для стыковки с релейной защитой 1980-х годов.
Ещё боль головы — кабельные вводы. ГОСТ требует медных гильз, но в компактных КРУ часто используют алюминиевые с переходным покрытием. Видел, как на подстанции в Новосибирске такие соединения окислялись за полгода — пришлось перепаковывать с контактной пастой Dow Corning DC 340.
С телеуправлением тоже не всё гладко. Заявленная совместимость с MODBUS-RTU часто ограничивается базовыми функциями, а для чтения температурных характеристик нужны дополнительные преобразователи. В тех же китайско-иностранных СП типа ООО Фалэци Электрик (Шанхай) сейчас внедряют встроенные преобразователи протоколов — удобно, но требует адаптации АСУ ТП.
На солнечной электростанции в Астрахани в 2021 ставили эксперимент с разными производители выключателей в литом корпусе. Корейские образцы показали стабильность, но их датчики дуговой защиты срабатывали с задержкой 3-4 мс против требуемых 2 мс. А вот китайские аналоги от faleqi.ru с системой ARC-Guard выдавали стабильные 1.8 мс, хотя пришлось повозиться с калибровкой под местные помехи.
Ещё запомнился случай на металлургическом комбинате — там для печей сопротивления нужны были частые коммутации (до 30 в сутки). Стандартные выключатели на 10 000 циклов не выдерживали, пришлось брать специсполнение с усиленными дугогасительными камерами. Инженеры ООО Фалэци Электрик тогда предложили кастомизированную версию с вольфрамовыми контактами — отработала 4 года без замены.
А вот неудачный опыт с 'экономными' российскими аналогами — пытались сэкономить 20% на закупке, но через 8 месяцев появился дребезг контактов из-за вибрации от трансформаторов. Вскрытие показало люфт в опорных изоляторах — литьё было без прецизионной обработки посадочных мест. Вернулись к проверенным поставщикам.
Сейчас тренд — интеграция силовой части и микропроцессорной защиты. Если раньше выключатель в литом корпусе был просто коммутационным аппаратом, то теперь это узел сбора данных. У того же ООО Фалэци Электрик в новых сериях встраивают датчики частичных разрядов прямо в полюса — это позволяет прогнозировать ресурс изоляции.
Экология тоже влияет — переход на компаунды без галогенов становится must-have для экспорта в ЕС. Правда, есть нюанс: безхлорные смолы менее стойки к УФ-излучению, что критично для солнечной энергетики. Приходится добавлять стабилизаторы, что удорожает конструкцию на 7-10%.
Любопытно, что миниатюризация не всегда оправдана. Видел КРУ шириной 375 мм — да, экономят место, но обслуживать такие шкафы сложнее. Особенно замена дугогасительных камер — требуется демонтаж смежных панелей. Так что здесь баланс между компактностью и ремонтопригодностью.
Выбирая выключатель в литом корпусе производители, стоит смотреть не только на паспортные данные, но и на совместимость с конкретной системой. Те же ООО Фалэци Электрик (Шанхай) предоставляют тестовые образцы для испытаний в реальных условиях — это правильный подход.
Не стоит недооценивать 'мелочи' вроде маркировки клемм или качества крепёжных элементов — именно они часто определяют срок службы. Помню, как на одной подстанции из-за несоответствия болтов DIN ушёл целый день на перекоммутацию.
В итоге главное — не гнаться за дешевизной или модными функциями, а оценивать совокупность факторов: от технологии литья до поддержки производителя. И да — всегда требовать протоколы испытаний именно для ваших условий эксплуатации, а не 'типовые' отчёты.