Позвоните в службу поддержки
+86-13951996873

Когда речь заходит об эпоксидных изоляционных втулках, многие сразу думают о стандартных каталогах и типовых решениях. Но в реальности даже опытные специалисты иногда упускают нюансы термостойкости состава или поведение материала при перепадах влажности. Вот где начинается разница между просто поставкой и технически грамотным подходом.
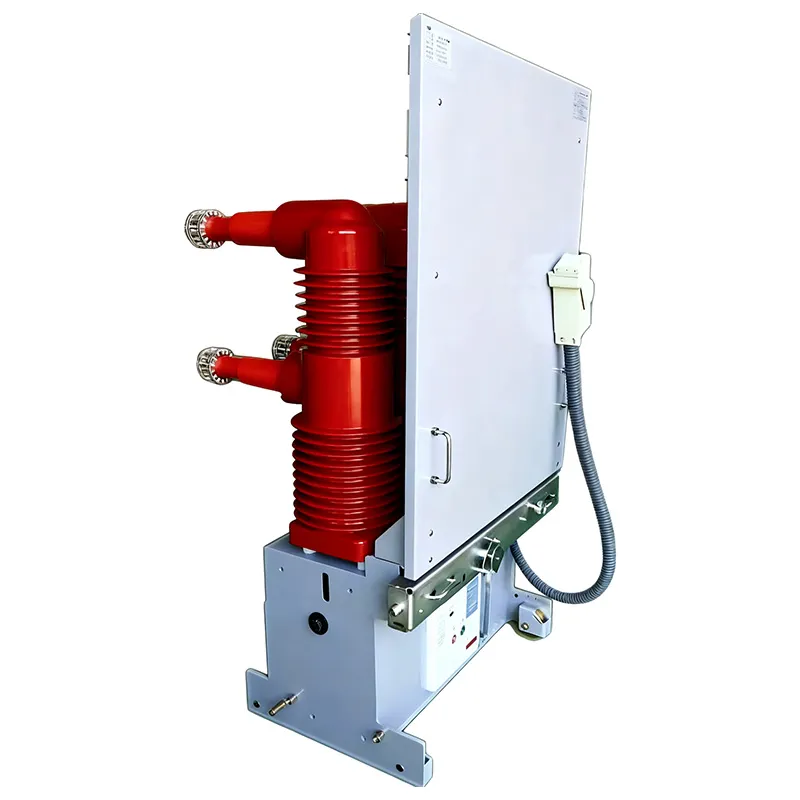
Если брать наши проекты с КРУ 7.2–40.5 кВ, то эпоксидная смола здесь — не просто наполнитель. В Шанхае мы через ООО 'Фалэци Электрик' как раз сталкивались с заказом на миниатюрные ячейки 375 мм, где втулка должна была держать не только изоляцию, но и механические нагрузки от сборных шин. И тут выяснилось: некоторые поставщики дают материал с недостаточной адгезией к металлическому корпусу.
Один раз пришлось менять партию втулок уже на этапе монтажа — трещины по краям посадки. Это как раз тот случай, когда экономия на тестировании состава оборачивается задержками. Сейчас мы всегда запрашиваем протоколы испытаний на циклический нагрев до 120°C именно в среде с повышенной влажностью, а не только сухие тесты.
Кстати, в ветроэнергетике требования ещё жёстче — там вибрация плюс температурные скачки. Для проектов 'солнце+накопление' мы, например, используем втулки с добавлением кварцевого наполнителя, хотя это и дороже. Но без этого ресурс падает вдвое.
Раньше я сам ориентировался на заводские сертификаты, пока не столкнулся с тем, что один китайский производитель дал прекрасные бумаги, но втулки в полевых условиях 'поплыли' при 85°C. Оказалось, испытания они проводили на образцах толщиной 10 мм, а в реальности у нас стенки 4–5 мм.
Теперь при заказе через faleqi.ru мы всегда уточняем, проводились ли испытания именно в конфигурации 'в сборе с контактами'. Это особенно критично для интеллектуальных распределительных устройств, где точность посадки влияет на работу датчиков телеизмерения.
Кстати, ООО 'Фалэци Электрик' здесь выгодно отличается тем, что предоставляет видеоотчёты по тестам на дугостойкость — это редкость даже для европейских поставщиков. В прошлом квартале мы как раз брали у них партию для АИМ 500 мм на 12 кВ, и там была интересная доработка — ребро жёсткости у основания втулки, снижающее риск сколов при транспортировке.
Самая частая проблема — неправильная затяжка болтовых соединений через эпоксидные втулки. Видел случаи, когда монтажники использовали динамометрический ключ, но не учитывали температурное расширение — после первых циклов нагрузки появлялся люфт.
Для оборудования с телеуправлением это вообще катастрофа, так как нарушается калибровка датчиков. Мы сейчас в проектах всегда проводим инструктаж по монтажу с акцентом на то, что затяжку нужно делать при рабочей температуре, а не на холодную.
Ещё момент — очистка поверхности перед установкой. Кажется мелочью, но следы масла с рук или антикоррозионной смазки резко снижают адгезию. Приходилось даже разрабатывать памятку для монтажных бригад с использованием безворсовых салфеток и изопропилового спирта.
В миниатюрных КРУ 450 мм и 600 мм требования к эпоксидным изоляционным втулкам вообще другие, чем в обычных шкафах. Там и тепловой режим жёстче из-за плотной компоновки, и вибронагрузки от работающих контакторов иначе передаются.
Мы в ООО 'Фалэци Электрик' для таких случаев используем литьё под вакуумом — это даёт равномерную плотность без пузырей. Особенно важно для втулок с проходными контактами на 40.5 кВ, где даже микроскопические полости могут привести к частичным разрядам.
Интересный опыт был при адаптации втулок для оборудования накопления энергии — там добавились требования по стойкости к химическим испарениям от аккумуляторов. Пришлось совместно с технологами подбирать модификатор смолы с повышенной стойкостью к серной кислоте.
Сейчас многие переходят на полиэфирные и силиконовые составы, но для большинства применений в КРУ среднего напряжения эпоксидная изоляционная втулка пока вне конкуренции по совокупности характеристик. Другое дело, что сами составы эпоксидок стали сложнее — с нанонаполнителями, например.
В наших новых разработках для телесигнализации мы тестируем втулки с впрессованными RFID-метками — это позволяет отслеживать ресурс каждого узла. Правда, пока дорого, но для ответственных объектов типа ветропарков уже применяем.
Кстати, ошибочно думать, что все проблемы решатся переходом на импортные материалы. У того же ООО 'Фалэци Электрик' есть разработки с локальными университетами по модифицированным смолам, которые по дугостойкости не уступают европейским аналогам, но дешевле на 30–40%. Проверяли в лаборатории на образцах — результат действительно впечатляет.
Никогда не принимайте втулки без проверки твёрдости по Шору D — это первый индикатор качества отверждения. Разница даже в 5 единиц может говорить о нарушениях техпроцесса.
Обязательно выборочно разрезайте 1–2 изделия из партии — смотрите на структуру среза. Неоднородность, пузыри, расслоения сразу видны. Мы как-то так обнаружили партию с неправильной температурой литья, хотя внешне втулки выглядели идеально.
И всегда тестируйте на стойкость к УФ-излучению, даже для внутренних КРУ. В проектах с солнечной генерацией бывает, что оборудование стоит в прозрачных помещениях, и обычная эпоксидка со временем желтеет и теряет свойства. Сейчас многие поставщики, включая faleqi.ru, уже предлагают УФ-стабилизированные варианты без серьёзного удорожания.