Позвоните в службу поддержки
+86-13951996873

Когда речь заходит об изоляционных втулках из эпоксидной смолы, многие ошибочно полагают, что это простой компонент — мол, отлил деталь и готово. На деле же здесь кроется масса нюансов: от выбора сырья до контроля усадки при полимеризации. Лично сталкивался с ситуациями, когда недорогие втулки из Китая давали трещины уже через полгода эксплуатации в условиях влажного климата. При этом далеко не все поставщики готовы предоставить детальные протоколы испытаний на термоциклирование.
В первую очередь смотрю на степень наполнения — если в составе менее 65% кварцевого наполнителя, такая втулка не выдержит многократных коммутационных нагрузок. Однажды пришлось заменять партию в Калининградской подстанции именно из-за этого: локальные перегревы до 130°C вызывали поверхностное коронирование.
Отдельный вопрос — адгезия к металлическим закладным. Российские нормативы требуют не менее 12 МПа, но на практике даже 15 МПа иногда недостаточно при вибрационных нагрузках. Заметил, что вакуумная пропитка арматуры перед заливкой снижает риск расслоения на 30-40%, но не все производители это учитывают.
Третий момент — стабильность диэлектрических свойств после мехобработки. Как-то взяли партию втулок с ручной доводкой пазов — через месяц обнаружили снижение сопротивления изоляции на 20%. Оказалось, абразивная пыль забивала микропоры.
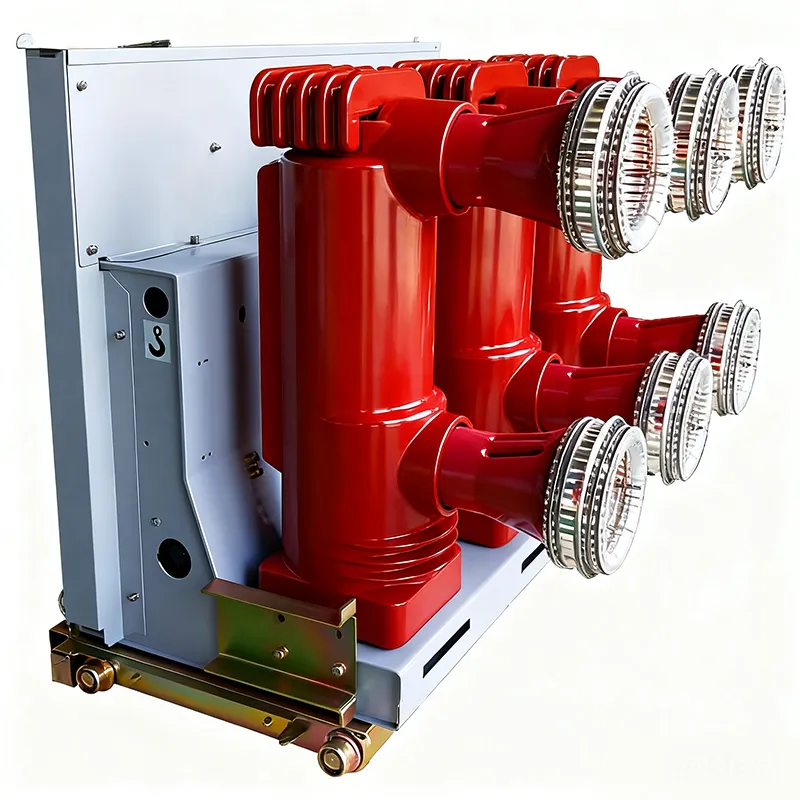
Шанхайские компании вроде ООО Фалэци Электрик (Шанхай) часто предлагают хорошее соотношение цены и качества, но есть специфика. Их эпоксидные втулки для КРУ 7.2-40.5 кВ обычно соответствуют ГОСТ Р , однако требуют дополнительной проверки на стойкость к УФ-излучению — в их сертификатах этот параметр часто отсутствует.
При заказе через faleqi.ru важно сразу уточнять условия хранения — как-то получили партию со следами конденсата на поверхности. Выяснилось, что контейнер стоял неделю в порту Шанхая без климат-контроля. Сейчас всегда прописываем в контракте поддержание влажности ниже 45%.
Зато их разработки для ВИЭ-оборудования впечатляют — втулки для инверторов солнечных электростанций выдерживают до 1000 теплосмен без деградации характеристик. Особенно отметил конструкцию с компенсационными пазами для разгрузки термонапряжений.
Наиболее критичен этап дегазации эпоксидной композиции — пузырьки размером свыше 0.2 мм становятся очагами частичных разрядов. Европейские производители используют вакуумные камеры с остаточным давлением 0.1-0.3 мбар, тогда как в Китае часто ограничиваются 0.8-1.2 мбар. Это дает разницу в электрической прочности до 15%.
Температурный режим отверждения — отдельная история. Идеальный график включает три стадии с выдержкой при 85°C для снятия внутренних напряжений. Но многие поставщики экономят энергоресурсы, сокращая этот этап. Результат — неравномерная твердость по сечению втулки.
Литьевые формы с подогревом — признак качественного производства. Холодные формы приводят к образованию линий спая, которые в дальнейшем работают как концентраторы напряжений. Проверяю это ультрафиолетовым дефектоскопом с люминофором.
Для северных регионов критична морозостойкость — при -60°C некоторые марки эпоксидки становятся хрупкими. Пришлось разрабатывать спецтехусловия для поставок в Якутию: добавка пластификаторов не более 7%, обязательное термоциклирование от -65°C до +120°C.
В Приморье столкнулись с биоповреждениями — грибок прорастал в поверхностные микродефекты. Решение нашли в сотрудничестве с ООО Фалэци Электрик: они предложили модификацию состава с антисептическими присадками, не влияющими на диэлектрические свойства.
Для взрывоопасных зон важно сопротивление сквозному пробою — здесь выручили втулки с послойной заливкой разными марками смолы. Верхний слой с повышенной трекингостойкостью, внутренний — с высокой дугостойкостью.
Сейчас тестируем втулки с наноразмерным диоксидом кремния — начальные результаты показывают рост трекингостойкости на 25-30%. Но есть проблема с седиментацией наполнителя при хранении — производители пока не могут стабилизировать суспензию дольше 3 месяцев.
Интересное решение предлагает faleqi.ru для умных подстанций — втулки со встроенными датчиками частичных разрядов. Правда, стоимость возрастает почти вдвое, что пока ограничивает массовое применение.
На горизонте — переход на биополимеры на основе растительных смол. Пока что их электрическая прочность уступает традиционным эпоксидкам, но экологический аспект становится все более значимым. В Европе уже есть нормативы по углеродному следу для электротехнических компонентов.
Всегда запрашивайте не только сертификаты, но и протоколы заводских испытаний конкретной партии. Как-то обнаружили, что партия якобы соответствовала ТУ, но испытания проводились на образцах, отлитых полугодом ранее — технология за это время успела измениться.
При приемке обязательно делайте выборочное взвешивание — разброс массы более 3% говорит о нестабильности плотности композиции. Это косвенный признак нарушения технологии смешивания.
Для критичных объектов берите образцы на ускоренные испытания — 1000 часов при 130°C и 95% влажности. Если после этого сопротивление изоляции упало более чем на 15%, партию лучше вернуть. Дороже провести испытания, чем потом менять оборудование в полевых условиях.