Позвоните в службу поддержки
+86-13951996873

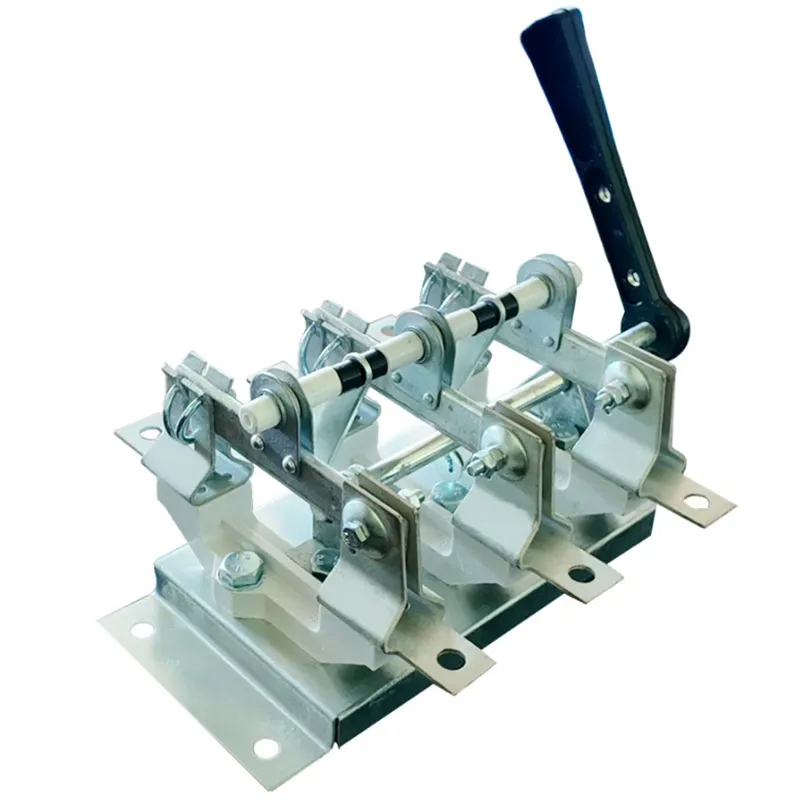
Когда речь заходит о контактный корпус, многие инженеры сразу представляют себе стандартизированный узел, но на деле здесь кроется масса подводных камней — от термостабильности до электродинамической стойкости. В нашей практике на объектах с напряжением 7.2–40.5 кВ не раз приходилось сталкиваться с ситуациями, когда казалось бы незначительный зазор в 0.5 мм приводил к локальному перегреву и последующему отказу всей ячейки.
Если брать наши последние проекты для ветропарков, то там специально разрабатывался контактный корпус с усиленной системой дугогашения. Особенность в том, что при коммутационных операциях в условиях вибрации стандартные решения показывали нестабильность параметров. Пришлось пересматривать не только материал контактов (перешли на композит Cu-Cr с добавлением W), но и саму геометрию корпуса — сделали его разборным с возможностью замены направляющих без демонтажа всей системы.
Кстати, в миниатюрных КРУ шириной 375 мм эта проблема стоит особенно остро. Помню, как на тестовых испытаниях в Шанхае при температуре -25°C один из прототипов показал превышение допустимого переходного сопротивления на 15%. После вскрытия обнаружили микротрещины в изоляционном слое — причина оказалась в разных коэффициентах теплового расширения материалов корпуса и контактной группы.
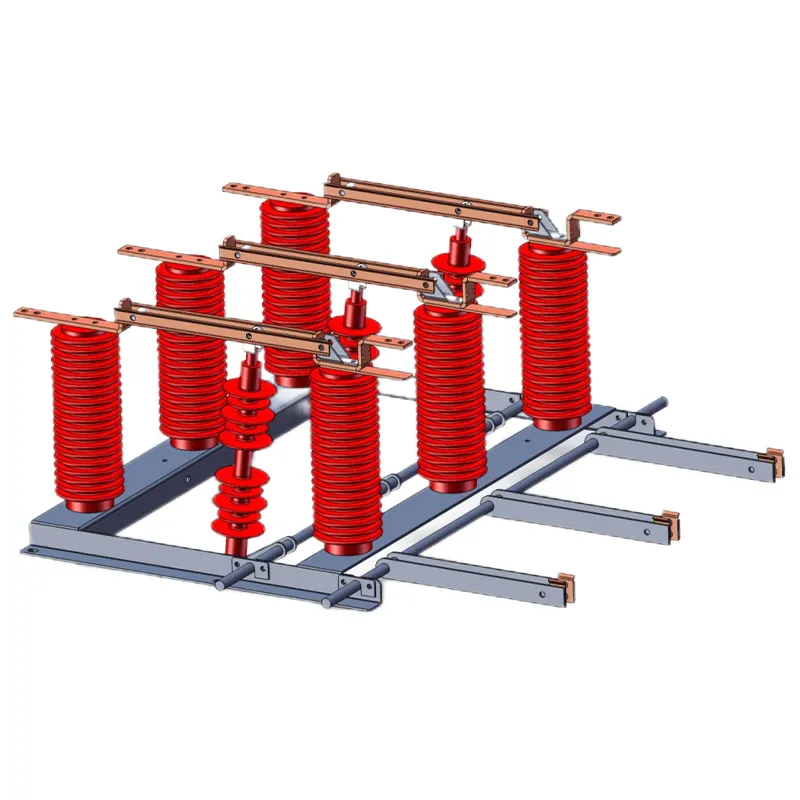
Что действительно важно — так это сохранение давления в контактной паре при длительных нагрузках. В ООО 'Фалэци Электрик (Шанхай)' для серии 40.5 кВ мы внедрили пружины с предварительным натягом, рассчитанные на 10 000 операций. Но на практике в условиях морского климата (проект для офшорной ветроэлектростанции) пришлось дополнительно защищать узлы от коррозии — использовали серебряное покрытие толщиной 8–12 мкм вместо стандартных 5 мкм.
Когда мы начали внедрять системы телеметрии в КРУН, возникла неожиданная проблема — электромагнитные помехи от датчиков влияли на работу дугогасительных камер. Пришлось полностью перепроектировать экранирование контактный корпус, особенно в зоне главных ножей. Интересно, что наибольшие сложности возникли не с высоковольтной частью, а с цепями управления — наводки достигали 150 мВ при норме 50 мВ.
В проекте для солнечной электростанции в Казахстане столкнулись с другой крайностью — пылевые бури приводили к образованию проводящего слоя на изоляторах. Стандартные решения с продувкой не помогали, пришлось разрабатывать герметичный вариант исполнения с двойными уплотнениями. Кстати, это увеличило стоимость узла на 12%, но зато позволило гарантировать работу в условиях запыленности до 5 г/м3.
Сейчас в рамках модернизации промышленного оборудования часто сталкиваемся с необходимостью адаптации старых контактный корпус к новым системам защиты. Например, при замене масляных выключателей на вакуумные в существующих ячейках — здесь критично соблюсти не только габаритные размеры, но и динамические характеристики при отключении КЗ.
Последние три года явно прослеживается переход на беспламевые покрытия. Если раньше стандартом было серебрение, то сейчас все чаще рассматриваем оловянно-висмутовые композиции — они хоть и дороже на 20–25%, но не образуют интерметаллидов при длительной работе. В ООО 'Фалэци Электрик' для серии 24 кВ уже запустили пилотную партию с таким покрытием, результаты пока обнадеживающие — износ контактов снизился на 18%.
Но есть и обратная сторона — новые материалы требуют изменения технологии обслуживания. Например, тот же висмут чувствителен к определенным типам смазок, а при превышении температуры 140°C начинает мигрировать по поверхности контакта. Пришлось разрабатывать специальную инструкцию по техническому обслуживанию, где отдельно прописан температурный режим чистки контактов.
Интересный случай был при испытаниях на стойкость к токам КЗ — один из образцов с нанокомпозитным покрытием показал аномально высокую эрозию (в 2.3 раза выше расчетной). После анализа выяснилось, что виной всему оказались микропоры в покрытии, которые не выявлялись стандартными методами контроля. Пришлось внедрять дополнительный этап проверки — термографический контроль при сборке.
Часто недооценивают важность момента затяжки крепежных элементов контактный корпус. В наших регламентах для оборудования 12 кВ прописаны точные значения — от 25 до 30 Н·м в зависимости от типа изолятора. Но на практике встречались случаи, когда монтажники использовали динамометрические ключи без регулярной поверки, что приводило к перекосу контактных поверхностей и локальным перегревам.
Еще один нюанс — влияние вибрации от силовых трансформаторов. В проекте для металлургического завода пришлось устанавливать дополнительные демпфирующие элементы, хотя по расчетам вибрация должна была быть в пределах нормы. Оказалось, что резонансная частота конструкции контактный корпус совпадала с частотой работы выпрямительных установок — пришлось менять конструкцию кронштейнов крепления.
Сейчас при поставках оборудования для накопителей энергии отдельное внимание уделяем термической стабильности — там токи заряда/разряда могут достигать 4000 А при длительности импульсов до 30 минут. Стандартные решения не выдерживали таких режимов, разработали специальную версию с принудительным охлаждением и медными шинами увеличенного сечения.
Внедрение систем телеуправления требует принципиально нового подхода к конструкции контактный корпус — теперь это не просто механический узел, а элемент интеллектуальной системы. Мы в Шанхае уже тестируем версию со встроенными датчиками температуры и положения, которые передают данные непосредственно на контроллер без промежуточных преобразователей.
Но возникла проблема совместимости — разные производители систем АСУ ТП используют различные протоколы связи. Пришлось разрабатывать универсальный интерфейс, который может работать как с Modbus RTU, так и с Profibus DP. Кстати, это увеличило стоимость узла всего на 7%, но значительно расширило область применения.
Следующий шаг — интеграция систем прогнозирования остаточного ресурса. Уже есть наработки по оценке состояния контактов по изменению переходного сопротивления в динамике. Пока точность прогноза составляет 85% для 1000 циклов коммутации, но к концу года планируем выйти на 92% — это позволит перейти к реальному предиктивному обслуживанию.
Если говорить о будущем, то главный вызов — совмещение миниатюризации и роста коммутационной способности. Наши эксперименты с углеродными нанотрубками в составе контактных материалов показывают перспективу увеличения плотности тока на 30–40%, но технология еще требует доводки. Возможно, через пару лет увидим принципиально новые решения в этом направлении.