Позвоните в службу поддержки
+86-13951996873

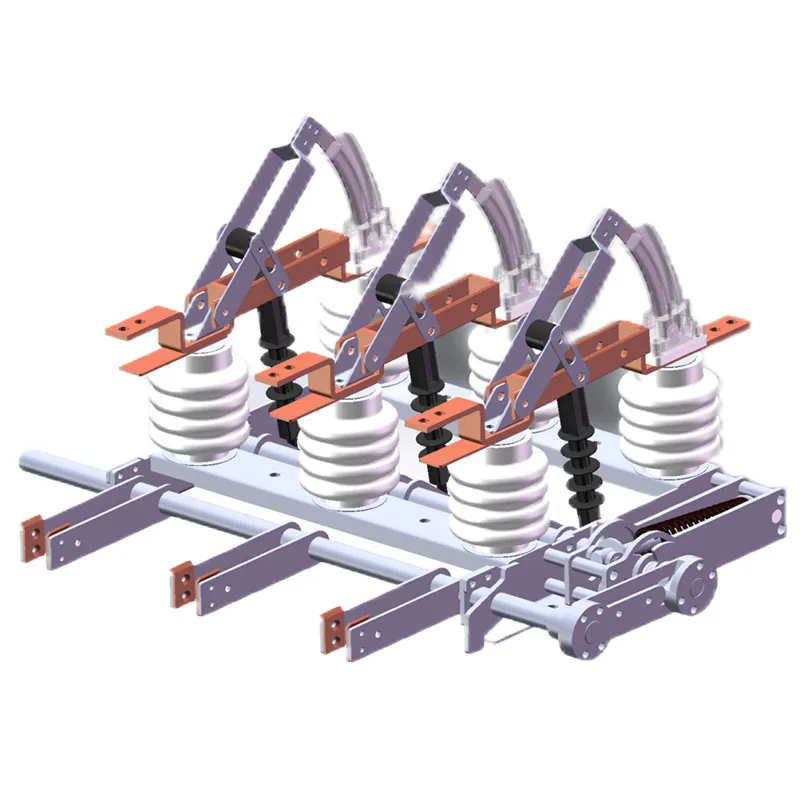
Когда речь заходит о разъединителях внутренней установки на 24 кВ, многие ошибочно полагают, что главное — соответствие ГОСТам. На деле же, особенно в проектах модернизации подстанций, критична не просто документация, а реальная совместимость с существующими ячейками КСО — и здесь я не раз видел, как формально 'подходящие' образцы от непроверенных фабрик создавали проблемы с фазировкой или нестыковкой приводов.
Внутренние разъединители на 24 кВ — это не просто 'рубильники в шкафу'. Их механическая стойкость к циклическим переключениям часто недооценивается. Помню, в 2019 году на объекте в Тюмени пришлось экстренно менять партию от одного регионального производителя: после 200 операций начал заедать контактный нож, хотя паспорт гарантировал 1000 циклов. Причина оказалась в упрощенной конструкции подшипникового узла — экономия на стали дала о себе знать.
Сейчас при подборе всегда смотрю на три нюанса: материал контактов (электролитическая медь против биметаллических решений), тип изоляции (литые полимеры против эпоксидных компаундов) и — что часто упускают — способ крепления к раме КРУ. Китайские производители вроде ООО Фалэци Электрик (Шанхай) здесь продвинулись дальше многих российских аналогов, предлагая адаптивные кронштейны для устаревших ячеек.
Отдельный вопрос — температурный режим. В вентилируемых ЗРУ Урала зимние -35°C и летние +40°C проверяют изоляцию на прочность. Как-то раз столкнулся с растрескиванием полимерных дугогасительных камер у разъединителя от 'бюджетного' поставщика — при вскрытии оказалось, что термоциклирование не проводилось вовсе.
Монтаж — это всегда лотерея, если не учесть человеческий фактор. Стандартная ошибка монтажников — перетяжка болтовых соединений шин. Видел, как на подстанции в Казани сорвали резьбу на контактных площадках, пытаясь 'дожать' алюминиевую шину — пришлось фрезеровать посадочное место и ставить переходные пластины.
Заземляющие ножи — отдельная головная боль. В проектах реконструкции часто экономят на приводах, оставляя устаревшие механические системы. Результат — через полгода появляется люфт, и нож не доходит до фиксации. Сейчас на новых объектах настаиваю на электроприводах с микропроцессорным управлением, даже если это удорожает проект на 15-20%.
Интересный кейс был с разъединителем внутренней установки на 24 кВ от ООО Фалэци Электрик (Шанхай) — их модель FV-24 с телескопическим приводом позволила обойти проблему смещенных осей в КРУН 1980-х годов. Но пришлось дорабатывать крепежные планки — заводские не подошли по шагу отверстий.
Когда ищешь поставщик для ответственных объектов, недостаточно проверить сертификаты. Лично всегда запрашиваю протоколы испытаний на стойкость к сквозным токам — особенно для разъединителей, которые будут стоять рядом с генераторными выключателями. Один раз столкнулся с тем, что производитель предоставил фальсифицированные данные по электродинамической стойкости.
Сроки поставки — еще один камень преткновения. Российские заводы часто задерживают изготовление на 2-3 месяца из-за зависимости от импортных компонентов. А вот у китайских партнеров вроде ООО Фалэци Электрик (Шанхай) заметил интересную особенность: они держат склад ходовых позиций в Новосибирске, что сокращает ожидание до 3-4 недель.
Техническая поддержка — то, что отличает серьезного игрока. Помню, как инженеры ООО Фалэци Электрик (Шанхай) дистанционно помогли настроить блокировку с выключателем ВНВР-20, хотя изначально это не входило в гарантийные обязательства. Для сравнения — местный дистрибьютор европейского бренда отказался даже консультировать по модернизации.
Сейчас явно прослеживается тренд на интеллектуализацию даже для такого консервативного оборудования, как разъединитель внутренней установки. Датчики положения контактов с выводом в SCADA-систему — уже не экзотика, а необходимость для новых проектов.
Любопытное решение видел в портфолио ООО Фалэци Электрик (Шанхай) — их серия iSwitch позволяет интегрировать диагностику износа контактов через измерение переходного сопротивления. Правда, для старых подстанций это избыточно — нет инфраструктуры для сбора данных.
Экологичность — модный тренд, но в реальности важнее ремонтопригодность. Некоторые производители перешли на монолитные литые изоляторы, которые при повреждении требуют полной замены узла. Стараюсь выбирать модели с разборной конструкцией — даже если это дороже на 10-15%.
Самая распространенная ошибка — неверный расчет термической стойкости. На химическом заводе в Дзержинске пришлось экстренно менять разъединители после первого же КЗ — производитель завысил параметр Ith на 15%, и контактная система оплавилась.
Экономия на вспомогательных контактах для сигнализации — классика. Как-то раз сэкономили 500 рублей на дополнительном блок-контакте, а потом три месяца не могли автоматизировать учет оперативных переключений.
Геометрия размещения — то, что часто упускают проектировщики. В тесной ячейке КРУ-24 кВ разъединитель с боковым приводом может банально не поместиться. Приходится либо заказывать кастомизированные решения (что удорожает проект), либо искать альтернативных поставщик с компактными моделями.
Работая с ООО Фалэци Электрик (Шанхай), отметил их гибкость в нестандартных задачах. Когда потребовался разъединитель внутренней установки на 24 кВ с увеличенным межконтактным расстоянием для высотных объектов (нормативы по ионизации), они оперативно изготовили опытный образец.
Их подход к тестированию впечатляет — предоставляют не только стандартные протоколы, но и видео испытаний на стойкость к сейсмическим воздействиям. Для Дальневосточных регионов это критично.
Из минусов — иногда возникают сложности с таможенным оформлением комплектующих. Но их логистический центр в Шанхае (https://www.faleqi.ru) обычно оперативно решает эти вопросы. Главное — заранее согласовать все технические нюансы и требовать двуязычную документацию.